【要約】 【課題】凹部に対して、優れた埋め込み性を発揮させることができる離型フィルム、および、かかる離型フィルムを用いた成型品の製造方法を提供すること。 【解決手段】本発明の離型フィルム10は、第1熱可塑性樹脂組成物からなる第1離型層1と、第3熱可塑性樹脂組成物からなるクッション層3とを有し、離型フィルム10は、80℃における複素せん断弾性率が1.00MPa以下である。また、クッション層3は、150℃における貯蔵弾性率が9.0MPa以上であることが好ましい。 【選択図】図4
特許-
出願番号JP2021096929A
出願日2021-06-09
登録番号JP7095780B
登録発行日2022-07-05
被引用件数 (JP・US) 0
引用件数 0
早期審査 (JP) 0
出願人住友ベークライト株式会社
発明者橋本 明徳
代理人/特許事務所朝比・増田特許事務所
【発明の詳細な説明】
【技術分野】
【0001】本発明は、離型フィルムおよび成型品の製造方法に関する。【背景技術】
【0002】近年、回路が露出したフレキシブル回路基板に対して、カバーレイフィルムを、カバーレイフィルムが備える接着剤層を介して、加熱プレスにより接着してフレキシブルプリント回路基板すなわち積層体を形成する際に、離型フィルムが、一般的に、使用されている。【0003】このような離型フィルムを用いたフレキシブルプリント回路基板、換言すればフレキシブル回路基板とカバーレイフィルムとの積層体の形成の際に、離型フィルムには、2つの特性、すなわち、埋め込み性と離型性との双方を有することが要求されてきた。【0004】詳しくは、まず、フレキシブルプリント回路基板には、フレキシブル回路基板へのカバーレイフィルムの積層により、凹部が形成されるが、この凹部に対して、優れた埋め込み性を発揮することが離型フィルムに求められる。【0005】より具体的には、フレキシブル回路基板に対するカバーレイフィルムの積層は、カバーレイフィルムが備える接着剤層を介して行われるが、この積層の際に、凹部に対して、離型フィルムが優れた埋め込み性を発揮して、凹部内における接着剤のしみ出しが抑制されることが求められる。【0006】また、上記のようなフレキシブル回路基板に対するカバーレイフィルムの積層の後には、形成されたフレキシブルプリント回路基板から、優れた離型性をもって離型フィルムが剥離されることが求められる。【0007】より具体的には、形成されたフレキシブルプリント回路基板から、離型フィルムを剥離させる際に、フレキシブルプリント回路基板に対して、離型フィルムが優れた離型性を発揮して、フレキシブルプリント回路基板における伸びおよび破断の発生が抑制されることが求められる。【0008】上記のような2つの特性(埋め込み性および離型性)を併せ持つ離型フィルムとすることを目的に、例えば、特許文献1では、離型層としてのポリエステル系エラストマー層と、クッション層としてのポリエステル層とを有する離型フィルムが提案されている。【0009】この離型フィルムでは、離型層がフレキシブルプリント回路基板に接触するように配置された状態で、凹部に対して離型フィルムが埋め込まれ、これにより、離型フィルムに埋め込み性が付与されているが、凹部内における接着剤のしみ出しを抑制すると言う観点からは、凹部に対してより優れた埋め込み性を発揮する離型フィルムの開発が求められているのが実情であった。【0010】また、このような問題は、半硬化状態の熱硬化性樹脂を含む材料によって形成された対象物に対して、離型フィルムを貼付した状態とし、この状態で熱硬化性樹脂を硬化させることで、対象物を用いて凹部を備える成形品を製造する場合等についても同様に生じている。【先行技術文献】
【0011】【特許文献1】
特開2011-88351号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】本発明の目的は、凹部に対して、優れた埋め込み性を発揮させることができる離型フィルム、および、かかる離型フィルムを用いた成型品の製造方法を提供することにある。【課題を解決するための手段】
【0013】このような目的は、下記(1)~(12)に記載の本発明により達成される。
(1) 第1熱可塑性樹脂組成物からなる第1離型層と、第3熱可塑性樹脂組成物からなるクッション層とを有する離型フィルムであって、
当該離型フィルムは、80℃における複素せん断弾性率が1.00MPa以下であり、
前記第1離型層は、150℃における貯蔵弾性率E’が100MPa以上であり、
前記クッション層は、150℃における貯蔵弾性率が9.0MPa以上であることを特徴とする離型フィルム。【0015】(2) 当該離型フィルムは、80℃における貯蔵せん断弾性率が1.00MPa以下である上記(1)に記載の離型フィルム。【0016】(3) 当該離型フィルムは、80℃における損失せん断弾性率が0.40MPa以下である上記(1)または(2)に記載の離型フィルム。【0017】(4) 前記第1離型層は、前記クッション層と反対側の表面における10点平均粗さ(Rz)が0.5μm以上3.6μm以下である上記(1)ないし(3)のいずれかに記載の離型フィルム。【0019】(5) 前記第1熱可塑性樹脂組成物は、ポリエステル系樹脂を主材料として含む上記(1)ないし(4)のいずれかに記載の離型フィルム。【0020】(6) 前記クッション層は、その平均厚さが60μm以上200μm以下である上記(1)ないし(5)のいずれかに記載の離型フィルム。【0021】(7) 前記第1離型層は、その平均厚さが5μm以上30μm以下である上記(1)ないし(6)のいずれかに記載の離型フィルム。【0022】(8) 前記第3熱可塑性樹脂組成物は、複数種の熱可塑性樹脂を含有し、前記複数種のうち一部の前記熱可塑性樹脂の融点は、80℃未満である上記(1)ないし(7)のいずれかに記載の離型フィルム。【0023】(9) 前記第3熱可塑性樹脂組成物は、前記熱可塑性樹脂として、ポリエステル系樹脂と、ポリオレフィン系樹脂とを含有する上記(8)に記載の離型フィルム。【0024】(10) 当該離型フィルムは、前記クッション層の前記第1離型層と反対側に積層された、第2熱可塑性樹脂組成物からなる第2離型層を有する上記(1)ないし(9)のいずれかに記載の離型フィルム。【0025】(11) 当該離型フィルムが、回路形成用である、上記(1)ないし(10)のいずれかに記載の離型フィルム。【0026】(12) 上記(1)ないし(11)のいずれかに記載の離型フィルムの前記第1離型層が対象物側になるように、
前記対象物上に前記離型フィルムを配置する工程と、前記離型フィルムが配置された前記対象物に対し、加熱プレスを行う工程と、を含み、前記離型フィルムを配置する前記工程において、前記対象物の前記離型フィルムが配置される側の面が、半硬化状態の熱硬化性樹脂を含む材料によって形成されていることを特徴とする成型品の製造方法。【発明の効果】
【0027】本発明によれば、凹部に対して、優れた埋め込み性が発揮された離型フィルムとすることができる。【0028】したがって、離型フィルムを、例えば、フレキシブル回路基板とカバーレイフィルムとを用いたフレキシブルプリント回路基板の形成に用いた場合には、フレキシブルプリント回路基板に形成される凹部に対して、離型フィルムを、優れた埋め込み性をもって埋め込むことができる。そのため、フレキシブルプリント回路基板に凹部が形成される際に、カバーレイフィルムが備える接着剤層から、形成される凹部内に、接着剤がしみ出るのを的確に抑制または防止することができる。【図面の簡単な説明】
【0029】多段に積層した状態でフレキシブルプリント回路基板を製造する製造方法を説明するための縦断面図である。 多段に積層した状態でフレキシブルプリント回路基板を製造する製造方法における各工程を示す縦断面図である。 本発明の離型フィルムの実施形態を示す縦断面図である。 図3に示す離型フィルムのA部を部分的に拡大した部分拡大縦断面図である。【発明を実施するための形態】
【0030】以下、本発明の離型フィルムおよび成型品の製造方法を添付図面に示す好適実施形態に基づいて詳細に説明する。【0031】なお、以下では、本発明の離型フィルムを用いて、フレキシブルプリント回路基板を多段に製造する場合、すなわち、本発明の離型フィルムを回路形成用に用いる場合を一例に説明する。また、本発明の離型フィルムおよび成型品の製造方法を説明するのに先立って、まず、フレキシブルプリント回路基板を多段に製造する製造方法について説明する。【0032】<フレキシブルプリント回路基板の製造方法>
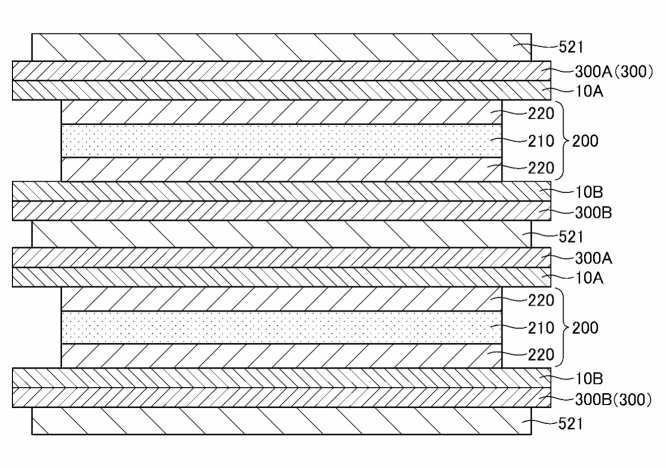
図1は、多段に積層した状態でフレキシブルプリント回路基板を製造する製造方法を説明するための縦断面図、図2は、多段に積層した状態でフレキシブルプリント回路基板を製造する製造方法における各工程を示す縦断面図、図3は、本発明の離型フィルムの実施形態を示す縦断面図、図4は、図3に示す離型フィルムのA部を部分的に拡大した部分拡大縦断面図である。なお、以下では、説明の都合上、図1~図4中の上側を「上」または「上方」、下側を「下」または「下方」と言い、左側を「左」、右側を「右」と言う。【0033】フレキシブルプリント回路基板200(以下、「FPC200」と言うこともある)を多段に製造する製造方法は、本実施形態では、それぞれがシート状をなす、ガラスクロス300Aと、離型フィルム10Aと、FPC200と、離型フィルム10Bと、ガラスクロス300Bとが、この順で重ね合わされた状態をなす積層体を、多段に積層する第1の工程と、多段に積層された積層体をそれぞれ加熱プレスすることで、FPC200において、フレキシブル回路基板210に対してカバーレイフィルム220(以下、「CLフィルム220」と言うこともある)を接合する第2の工程と、FPC200から離型フィルム10(10A、10B)を離型させて、フレキシブル回路基板210に対してCLフィルム220が接合されているFPC200を得る第3の工程とを有する。なお、このFPC200の製造方法に、本発明の成型品の製造方法が適用される。【0034】以下、各工程について、順次説明する。
(第1の工程)
まず、それぞれがシート状をなす、ガラスクロス300Aと、離型フィルム10Aと、FPC200と、離型フィルム10Bと、ガラスクロス300Bとが、この順で重ね合わされた状態をなす積層体を、多段に積層する(図1、図2(a)参照。)。なお、以下では、前記積層体を2段に積層する場合について説明する。【0035】(1-1)まず、3枚の平板状をなす加熱圧着板521を用意し、これらの厚さ方向に、2つの間隙が形成されるように配置する。【0036】(1-2)次いで、2つの間隙に、それぞれ、シート状(フィルム状)をなす、ガラスクロス300Aと、離型フィルム10Aと、FPC200と、離型フィルム10Bと、ガラスクロス300Bとを、上側から下側に向かって、この順で、重ね合わせた状態で配置する。なお、本工程(1-2)において、間隙に配置されるFPC200は、フレキシブル回路基板210とCLフィルム220とを重ね合わせることで積層された状態となってはいるが、フレキシブル回路基板210とCLフィルム220とは、CLフィルム220が備える接着剤層222を介して接合されていない。【0037】これにより、図1に示すように、加熱圧着板521同士の間において、ガラスクロス300Aと、離型フィルム10Aと、FPC200と、離型フィルム10Bと、ガラスクロス300Bとが、この順で重ね合わされた状態をなす積層体が、2段に積層される。【0038】なお、本工程(1-2)により、本発明の成型品の製造方法における、対象物(FPC200)上に離型フィルムを配置する工程が構成される。【0039】(第2の工程)
次に、前記第1の工程を経ることで、多段に積層された積層体をそれぞれ加熱プレスすることで、FPC200において、フレキシブル回路基板210に対してCLフィルム220を接合する(図1、図2(b)参照。)。【0040】(2-1)まず、加熱圧着板521に、ガラスクロス300(300A、300B)が接触した状態で、加熱圧着板521を加熱する。【0041】これにより、ガラスクロス300Aと、離型フィルム10Aと、FPC200と、離型フィルム10Bと、ガラスクロス300Bとが重ね合わされた積層体が、加熱圧着板521からの熱が伝達することで加熱される。【0042】本工程(2-1)において、積層体すなわちFPC200を加熱する温度は、特に限定されないが、例えば、100℃以上250℃以下であることが好ましく、150℃以上200℃以下であることがより好ましい。【0043】また、前記積層体を加熱する時間は、特に限定されないが、40sec以上5000sec以下であることが好ましく、より好ましくは200sec以上4000sec以下に設定される。これにより、積層体における、ガラスクロス300Aと、離型フィルム10Aと、FPC200と、離型フィルム10Bと、ガラスクロス300Bとをほぼ均一に加熱することができる。【0044】(2-2)また、前記工程(2-1)における加熱圧着板521の加熱とほぼ同時に、上側に位置する加熱圧着板521と、下側に位置する加熱圧着板521とを、これらの厚さ方向に沿って接近させる(プレス成型法)。【0045】その結果、3枚の加熱圧着板521の間に形成された2つの空隙にそれぞれ配置された、ガラスクロス300Aと、離型フィルム10Aと、FPC200と、離型フィルム10Bと、ガラスクロス300Bとが重ね合わされた積層体において、ガラスクロス300A、300Bと、離型フィルム10A、10Bとを介して、FPC200が加圧される(図1、図2(b)参照)。【0046】これにより、FPC200が加熱しつつ加圧されることから、FPC200において、重ね合わされているフレキシブル回路基板210とCLフィルム220とが、CLフィルム220が備える接着剤層222を介して接合される。換言すれば、カバーレイ221とフレキシブル回路基板210とが接着剤層222を介して接合される。また、FPC200の加熱・加圧の際、すなわち、カバーレイ221とフレキシブル回路基板210との接着剤層222を介した接合の際に、カバーレイ221に形成される凹部223内に離型フィルム10が埋入されることとなる。そのため、凹部223内において、接着剤層222に由来する接着剤がしみ出すのを抑制することができる(図2(b)参照)。【0047】本工程(2-2)において、FPC200を加圧する圧力は、特に限定されないが、0.1MPa以上20.0MPa以下であることが好ましく、より好ましくは0.5MPa以上15.0MPa以下に設定される。【0048】また、FPC200を加圧する時間は、特に限定されないが、20sec以上5000sec以下であることが好ましく、より好ましくは100sec以上4000sec以下に設定される。【0049】FPC200を加圧する圧力および時間を、それぞれ、前記範囲内に設定することにより、カバーレイ221とフレキシブル回路基板210とを、接着剤層222を介して確実に接合することができる。【0050】なお、本工程(2-2)により、本発明の成型品の製造方法における、離型フィルム10が配置された対象物(FPC200)に対し、加熱プレスを行う工程が構成される。また、カバーレイ221が、半硬化状態の熱硬化性樹脂を含む材料で構成される場合には、対象物(FPC200)の離型フィルム10が配置される側の面を、カバーレイ221が構成する。そして、このカバーレイ221の表面に、後述する第1離型層1側の表面が接するように離型フィルム10が重ねて用いられているため、離型フィルム10により、凹部223が形成されたカバーレイ221の形状を維持して、熱硬化性樹脂を硬化させ得ることから、フレキシブル回路基板210上に、カバーレイ221(成型品)を優れた精度で成型することができる。【0051】また、上記では、前記工程(2-1)におけるFPC200の加熱と、本工程(2-2)におけるFPC200の加圧とは、上記の通り、ほぼ同時に実施するのが好ましいが、工程(2-1)と工程(2-2)との順で実施することもできる。ただし、工程(2-1)と工程(2-2)とを、ほぼ同時に実施することで、第2の工程、ひいてはFPC200の製造に要する時間の短縮化を図ることができる。【0052】(第3の工程;工程(3))
次に、FPC200から離型フィルム10(10A、10B)を離型させて、フレキシブル回路基板210に対してCLフィルム220が接合されているFPC200を得る(図2(c)参照。)。【0053】このFPC200から、離型フィルム10を離型させる離型法は、特に限定されないが、例えば、離型フィルムの一端を、手で把持した後に、90°以上180°以下の方向に引き剥がす方法が好ましく用いられる。【0054】なお、離型フィルム10のFPC200からの剥離の際に、加熱圧着板521と離型フィルム10との間で優れた離型性を示す場合には、加熱圧着板521と離型フィルム10との間におけるガラスクロス300の配置を省略してもよい。【0055】以上のような工程により、離型フィルム10を用いたフレキシブルプリント回路基板200の製造方法が構成される。【0056】そして、このフレキシブルプリント回路基板200の製造に適用される離型フィルム10として、本発明の離型フィルムが用いられる。すなわち、離型フィルム10として、第1熱可塑性樹脂組成物からなる第1離型層1と、第3熱可塑性樹脂組成物からなるクッション層3と、第2熱可塑性樹脂組成物からなる第2離型層2とを有し、第1離型層1とクッション層3と第2離型層2とがこの順で積層され、離型フィルム10の80℃における複素せん断弾性率が1.00MPa以下であるものが用いられる。【0057】ここで、前述したように、離型フィルム10を用いたフレキシブルプリント回路基板200の製造方法では、離型フィルム10の凹部223に対する埋め込み性と、フレキシブルプリント回路基板200からの離型性との両立が図られることが求められる。【0058】しかしながら、特に、フレキシブルプリント回路基板200に形成された凹部223に対する、離型フィルム10の埋め込み性を考慮した場合、凹部223内における接着剤層222に由来する接着剤のしみ出しを抑制すると言う観点からは、前記工程(2-2)において、凹部223に対してより優れた埋め込み性を発揮する離型フィルム10の開発が求められているのが実情であった。【0059】このような実情に対応して、本発明では、離型フィルム10として、その80℃における複素せん断弾性率が1.00MPa以下であるものが選択されており、これにより、フレキシブルプリント回路基板200に形成された凹部223に対する、離型フィルム10のより優れた埋め込み性を、離型フィルム10に発揮させることで、凹部223内における接着剤層222に由来する接着剤のしみ出しを抑制させている。【0060】以下、本発明の離型フィルムが適用された離型フィルム10について説明する。
<離型フィルム10>
図3に示すように、本実施形態において、離型フィルム10は、第1離型層1と、クッション層3と、第2離型層2とがこの順で積層された積層体で構成されており、FPC200が備えるCLフィルム220に対して、第1離型層1側の表面が接するように重ねて用いられる。【0061】この離型フィルム10として、前述の通り、本発明では、その80℃における複素せん断弾性率が1.00MPa以下であるものが選択される。これにより、離型フィルム10を、より優れた追従性を備えるものとし得る。【0062】離型フィルム10は、より優れた追従性を備えることで、前述した、離型フィルム10を用いたフレキシブルプリント回路基板200の前記工程(2-2)において、重ね合わされているフレキシブル回路基板210とCLフィルム220とを、接着剤層222を介して接合する際に、フレキシブル回路基板210とCLフィルム220とで形成される凹部223の形状に、第1離型層1が追従するように、この第1離型層1を押し込む層であり、クッションとしての機能を発揮する。また、離型フィルム10がクッション層3を備えることで、離型フィルム10により、CLフィルム220をフレキシブル回路基板210に対して、均一な圧力で押し付けることができる。【0063】特に、上記のように、前記工程(2-1)におけるFPC200の加熱と、前記工程(2-2)におけるFPC200の加圧とを、ほぼ同時に実施する場合、前記工程(2-1)におけるFPC200の加熱は、前記工程(2-2)におけるFPC200の加圧と比較して、その応答性が低い。すなわち、FPC200の加熱と加圧とを、ほぼ同時に実施した場合、FPC200に対して、目的とする圧力を比較的早期に付与し得るのに対して、FPC200を目的とする加熱温度に到達させるには、比較的時間を要する。【0064】したがって、FPC200が目的とする加熱温度で加熱されるのに先立って、FPC200に対して、目的とする圧力が付与されることとなる。そのため、前記工程(2-1)における、FPC200の加熱温度を考慮して、例えば、加熱温度の好ましい温度範囲である100℃以上250℃以下の範囲内における離型フィルム10の弾性率を規定したとしても、離型フィルム10を、優れた埋め込み性をもって凹部223に対して埋め込むことができず、凹部223内における接着剤層222に由来する接着剤のしみ出しを十分に抑制することが従来ではできていなかった。【0065】これに対して、本発明では、FPC200に対して、目的とする圧力が付与された時点では、FPC200の加熱温度が目的とする温度にまで到達していないことを考慮して、前記の通り、80℃における離型フィルム10の複素せん断弾性率を1.00MPa以下に設定している。そのため、離型フィルム10としての機能を、より確実に発揮させて離型フィルム10を、優れた埋め込み性をもって凹部223に対して埋め込むことができる。したがって、凹部223内における接着剤層222に由来する接着剤のしみ出しを的確に抑制または防止することができる。【0066】以下、離型フィルム10を構成する各層について説明する。
<クッション層3>
まず、クッション層3について説明する。このクッション層3は、第1離型層1と第2離型層2との間の中間層として配置されている。【0067】このクッション層3は、第3熱可塑性樹脂組成物からなり、この第3熱可塑性樹脂組成物は、離型フィルム10に前記機能を付与すること、すなわち、80℃における離型フィルム10の複素せん断弾性率を前記上限値以下に設定することを目的に、本発明では、複数種の熱可塑性樹脂を含有しているものが好ましく用いられる。【0068】複数種の熱可塑性樹脂の組み合わせとしては、例えば、ポリエステル系樹脂とポリオレフィン系樹脂との組み合わせ、ポリオレフィン系樹脂同士の組み合わせ、および、ポリアミド系樹脂とポリオレフィン系樹脂との組み合わせ等が挙げられるが、中でも、ポリエステル系樹脂とポリオレフィン系樹脂との組み合わせを選択することで、離型フィルム10の80℃における複素せん断弾性率を比較的容易に前記上限値以下に設定することができる。【0069】ポリエステル系樹脂としては、特に限定されないが、例えば、例えば、ポリエチレンテレフタレート(PET)、ポリシクロヘキサンテレフタレート(PCT)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリシクロヘキサンジメチレンテレフタレート、ポリプロピレンテレフタレート等が挙げられ、これらのうち1種または2種以上を組み合わせて用いることができる。なお、これらのうちの2種以上を組み合わせて用いる場合、このポリエステル系樹脂は、これらのブレンド体であってもよいし、共重合体であってもよい。これらの中でも、ポリエステル系樹脂は、特に、ポリブチレンテレフタレートであるのが好ましい。これにより、クッション層3に優れた凹部223に対する追従性を付与することができる。また、第1離型層1を構成する第1熱可塑性樹脂組成物に、ポリブチレンテレフタレートが含まれる場合、クッション層3を、第1離型層1に対して優れた密着性を発揮するものとし得る。【0070】また、ポリオレフィン系樹脂としては、特に限定されず、例えば、低密度ポリエチレン、高密度ポリエチレンのようなポリエチレン、ポリプロプレン等のα-オレフィン系重合体、エチレン、プロピレン、ブテン、ペンテン、ヘキセン、オクテン等を重合体成分として有する、エチレンとヘキセンとの共重合体、エチレンとオクテンとの共重合体、α-オレフィンと(メタ)アクリル酸エステルとの共重合体、エチレンと酢酸ビニルとの共重合体、エチレンと(メタ)アクリル酸との共重合体のようなα-オレフィン系共重合体等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。これらの中でも、エチレンと酢酸ビニルとの共重合体(エチレン酢酸ビニル共重合体)およびエチレンと(メタ)アクリル酸との共重合体(エチレン(メタ)アクリル酸共重合体)のうちの少なくとも1種であるのが好ましい。これにより、クッション層3に優れた凹部223に対する追従性を付与することができる。【0071】ポリエステル系樹脂とポリオレフィン系樹脂との組み合わせとする場合、この第3熱可塑性樹脂組成物における、ポリエステル系樹脂の含有量は、5重量%以上であることが好ましく、8重量%以上20重量%以下であることがより好ましい。これにより、離型フィルム10に優れた凹部223に対する追従性を付与することができる。【0072】また、第3熱可塑性樹脂組成物に含まれる熱可塑性樹脂は、その融点が80℃未満であることが好ましく、40℃以上80℃未満であることがより好ましい。これにより、離型フィルム10の80℃における複素せん断弾性率を比較的容易に前記上限値以下に設定することができる。【0073】また、クッション層3を構成する第3熱可塑性樹脂組成物には、前述した樹脂材料の他に、結晶核剤、酸化防止剤、スリップ剤、アンチブロッキング剤、帯電防止剤、着色剤、安定剤のような添加剤が含まれていてもよい。【0074】このクッション層3の150℃における貯蔵弾性率E’は、9.0MPa以上であるのが好ましく、10MPa以上50MPa以下であるのがより好ましく、10MPa以上25MPa以下であるのがさらに好ましい。クッション層3の150℃における貯蔵弾性率E’を、上記のように設定することで、前記工程(2-2)における、凹部223に対する離型フィルム10の埋め込みの際に、離型フィルム10の縁部から、クッション層3の一部がはみ出し、FPC200に付着するのを、的確に抑制または防止することができる。したがって、FPC200の汚染を、的確に抑制または防止することができる。また、前記工程(3)における、離型フィルム10の縁部を把持した離型フィルム10の引き剥がしを、容易に行うことが可能となる。【0075】なお、クッション層3の150℃における貯蔵弾性率E’は、例えば、JIS K7244-4に準拠して、幅4mm、長さ20mmのクッション層3を用意し、動的粘弾性測定装置(日立ハイテクサイエンス社製、「DMA7100」)を用いて、引っ張りモード、周波数1Hz、昇温速度5℃/minとして測定することで得ることができる。【0076】さらに、このクッション層3は、その平均厚さTkが60μm以上200μm以下であることが好ましく、より好ましくは70μm以上180μm以下に設定される。これにより、離型フィルム10の80℃における複素せん断弾性率を、前記上限値以下に設定することにより得られる効果を、より顕著に発揮させることができる。【0077】<第1離型層1>
次に、第1離型層1について説明する。この第1離型層1は、クッション層3の一方の面側に積層されている。【0078】第1離型層1は、可撓性を備え、前述した、離型フィルム10を用いたフレキシブルプリント回路基板200の製造方法において、FPC200が備えるCLフィルム220に対して、この第1離型層1が接触するように、離型フィルム10が重ね合わされる。そして、この製造方法の前記工程(2-2)において、重ね合わされているフレキシブル回路基板210とCLフィルム220とを、接着剤層222を介して接合する際に、フレキシブル回路基板210とCLフィルム220とで形成される凹部223の形状に追従して、押し込まれる層であり、離型フィルム10が破断するのを防止する保護(緩衝)材として機能するものである。さらに、第1離型層1は、前記工程(3)において、CLフィルム220(FPC200)からの離型フィルム10の優れた離型性を発揮させるための接触層としての機能を有している。【0079】したがって、離型フィルム10を、前記工程(2-2)において、FPC200に形成された凹部223に、接着剤層222に由来する接着剤がしみ出すのを的確に抑制または防止することができる。また、前記工程(2-2)における、フレキシブル回路基板210とCLフィルム220とが、CLフィルム220が備える接着剤層222を介して接合されたFPC200の形成の後に、前記工程(3)において、FPC200から離型フィルム10を剥離させる際に、FPC200に、伸びおよび破断が生じるのを的確に抑制または防止することができる。また、クッション層3を構成する第3熱可塑性樹脂組成物に、ポリエステル系樹脂が含まれる場合、第1離型層1を、クッション層3に対して優れた密着性を発揮するものとすることができる。【0080】第1離型層1は、第1熱可塑性樹脂組成物からなる。また、この第1熱可塑性樹脂組成物は、第1離型層1の150℃における貯蔵弾性率E’を100MPa以上に設定し得るもので好ましくは構成され、例えば、主としてポリエステル系樹脂を含有することが好ましい。これにより、前記貯蔵弾性率E’を比較的容易に100MPa以上に設定し得るとともに、第1離型層1に、前述した機能を確実に付与することができる。さらに、離型フィルム10に比較的容易に前記機能を付与すること、すなわち、80℃における離型フィルム10の複素せん断弾性率を比較的容易に前記上限値以下に設定することができる。【0081】また、ポリエステル系樹脂としては、特に限定されないが、例えば、前述した第3熱可塑性樹脂組成物で挙げたのと同様のものを用いることができ、中でも、特に、ポリブチレンテレフタレート(PBT)であるのが好ましい。これにより、ポリエステル系樹脂を用いることにより得られる効果をより顕著に発揮させることができる。また、クッション層3を構成する第3熱可塑性樹脂組成物に、ポリブチレンテレフタレートが含まれる場合、第1離型層1を、クッション層3に対して優れた密着性を発揮するものとし得る。【0082】なお、第1熱可塑性樹脂組成物は、主としてポリエステル系樹脂で構成される場合、ポリエステル系樹脂以外の熱可塑性樹脂が含まれていてもよく、この熱可塑性樹脂としては、例えば、ポリエチレン、ポリプロピレン、ポリ4-メチル1-ペンテンのようなポリオレフィン系樹脂、シンジオタクチックポリスチレンのようなポリスチレン系樹脂等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。【0083】また、第1熱可塑性樹脂組成物は、前述した熱可塑性樹脂の他に、さらに、無機粒子および有機粒子のうちの少なくとも1種を含むものであってもよい。【0084】無機粒子としては、特に限定されないが、例えば、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、酸化カルシウム、酸化マグネシウム、アルミナ、窒化アルミニウム、ホウ酸アルミニウムウイスカ、窒化ホウ素、結晶性シリカ、非晶性シリカ、アンチモン酸化物、Eガラス、Dガラス、Sガラス等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。【0085】また、有機粒子としては、特に限定されないが、例えば、ポリスチレン粒子、アクリル粒子、ポリイミド粒子、ポリエステル粒子、シリコーン粒子、ポリプロピレン粒子、ポリエチレン粒子、フッ素樹脂粒子およびコアシェル粒子等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。【0086】さらに、無機粒子および有機粒子は、その平均粒子径が3μm以上20μm以下であるのが好ましく、5μm以上20μm以下であるのがより好ましい。これにより、第1熱可塑性樹脂組成物中に、無機粒子および有機粒子のうちの少なくとも一方が含まれる場合に、第1離型層1のクッション層3と反対側の表面における表面粗さを、後述する範囲内に比較的容易に設定することができる。【0087】第1離型層1は、その表面に凹凸形状を有する場合、前記表面における10点平均粗さ(Rz)が0.5μm以上3.6μm以下であることが好ましく、1.0μm以上3.5μm以下であることがより好ましい。これにより、離型フィルム10を、FPC200(フレキシブル回路基板210)から離型させる際に、この離型を優れた離型性をもって実施することができる。なお、前記10点平均粗さ(Rz)は、JIS B 0601-1994に準拠して測定することができる。【0088】かかる構成をなす第1離型層1は、その150℃における貯蔵弾性率E’が100MPa以上であるのが好ましく、100MPa以上1000MPa以下であるのがより好ましく、100MPa以上200MPa以下であるのがさらに好ましい。これにより、第1離型層1に、前述した機能を確実に付与することができる。【0089】なお、第1離型層1の150℃における貯蔵弾性率E’は、JIS K7244-4に準拠して、幅4mm、長さ20mmの第1離型層1を用意し、粘弾性測定装置(日立ハイテクサイエンス社製、「DMA7100」)を用いて、引っ張りモード、周波数1Hz、昇温速度5℃/minとして測定することで得ることができる。【0090】また、この第1離型層1は、その平均厚さT1が好ましくは5μm以上30μm以下に設定され、より好ましくは6μm以上25μm以下に設定される。これにより、第1離型層1の平均厚さが適切な範囲内に設定されるため、第1離型層1に、前述した機能をより確実に付与することができる。【0091】なお、第1離型層1の厚さは、上記の通り、第1離型層1のクッション層3と反対側の表面が凹凸形状を有する場合、凸部では凸部を含む位置、また、凹部では凹部を含む位置で、それぞれ、その厚さを測定することとする。【0092】また、第1離型層1を構成する第1熱可塑性樹脂組成物には、前述した樹脂材料、無機粒子、有機粒子の他に、前記第3熱可塑性樹脂組成物で挙げたのと同様の添加剤が含まれていてもよい。【0093】<第2離型層2>
次に、第2離型層2について説明する。この第2離型層2は、クッション層3の他方の面側、すなわち、クッション層3の第1離型層1と反対の面側に積層されている。【0094】第2離型層2は、可撓性を備え、前述した、離型フィルム10を用いたフレキシブルプリント回路基板200の製造方法において、FPC200が備えるCLフィルム220に対して、第1離型層1が接触するように、離型フィルム10が重ね合わされ、そして、この製造方法の前記工程(2-2)において、重ね合わされているフレキシブル回路基板210とCLフィルム220とを、接着剤層222を介して接合する際に、加熱圧着板521からの力を、クッション層3に伝達する層として機能するものである。さらに、第2離型層2は、前記工程(3)において、ガラスクロス300と離型フィルム10との間で優れた離型性を発揮させるための接触層としての機能を有している。【0095】第2離型層2は、第2熱可塑性樹脂組成物からなり、この第2熱可塑性樹脂組成物は、第2離型層2の150℃における貯蔵弾性率E’を100MPa以上に設定し得るものが好ましく選択され、具体的には、前記第1熱可塑性樹脂組成物と同様に、主としてポリエステル系樹脂を含有することが好ましい。これにより、前記貯蔵弾性率E’を比較的容易に100MPa以上に設定することができるとともに、第2離型層2に、前述した機能を確実に付与することができる。さらに、離型フィルム10に比較的容易に前記機能を付与すること、すなわち、80℃における離型フィルム10の複素せん断弾性率を比較的容易に前記上限値以下に設定することができる。【0096】また、ポリエステル系樹脂としては、特に限定されないが、例えば、前述した第3熱可塑性樹脂組成物で挙げたのと同様のものを用いることができ、中でも、特に、ポリブチレンテレフタレート(PBT)であるのが好ましい。これにより、ポリエステル系樹脂を用いることにより得られる効果をより顕著に発揮させることができる。【0097】なお、第2熱可塑性樹脂組成物は、主としてポリエステル系樹脂で構成される場合、ポリエステル系樹脂以外の熱可塑性樹脂が含まれていてもよく、この熱可塑性樹脂としては、前記第1熱可塑性樹脂組成物で挙げたのと同様のものを用いることができる。【0098】また、第2熱可塑性樹脂組成物は、前述した熱可塑性樹脂の他に、さらに、無機粒子および有機粒子のうちの少なくとも1種を含むものであってもよい。【0099】無機粒子および有機粒子としては、特に限定されないが、前記第1熱可塑性樹脂組成物で挙げたのと同様のものを用いることができる。【0100】かかる構成をなす第2離型層2は、その150℃における貯蔵弾性率E’が100MPa以上であるのが好ましく、100MPa以上1000MPa以下であるのがより好ましい。これにより、第2離型層2に、前述した機能を確実に付与することができる。【0101】また、この第2離型層2は、その平均厚さT2が好ましくは5μm以上30μm以下に設定され、より好ましくは6μm以上25μm以下に設定される。これにより、第2離型層2に、前述した機能をより確実に付与することができる。【0102】さらに、第2離型層2を構成する第2熱可塑性樹脂組成物には、前述した樹脂材料、無機粒子、有機粒子の他に、前記第3熱可塑性樹脂組成物で挙げたのと同様の添加剤が含まれていてもよい。【0103】また、第1離型層1と第2離型層2とにおいて、第1熱可塑性樹脂組成物と第2熱可塑性樹脂組成物とは、同一であっても異なっていても良いが、代替性を有すると言う観点からは、同一もしくは同質であることが好ましい。さらに、第1離型層1と第2離型層2とにおいて、その平均厚さは、同一であっても異なっていてもよい。【0104】以上のような第1離型層1とクッション層3と第2離型層2とが積層された構成をなす離型フィルム10において、その平均厚さTtは、90μm以上250μm以下であることが好ましく、100μm以上220μm以下であることがより好ましい。これにより、前記離型フィルム10の80℃における複素せん断弾性率を前記上限値以下に設定することにより得られる効果を確実に発揮させることができる。【0105】ここで、離型フィルム10の80℃における複素せん断弾性率は、前述の通り、1.00MPa以下であればよいが、0.65MPa以下であることが好ましい。離型フィルム10の80℃における複素せん断弾性率を、上記の通り設定することで、凹部223内における接着剤層222に由来する接着剤のしみ出しをより的確に抑制または防止することができる。【0106】また、離型フィルム10の80℃における貯蔵せん断弾性率は、1.00MPa以下であるのが好ましく、0.60MPa以下であることがより好ましい。さらに、離型フィルム10の80℃における損失せん断弾性率は、0.40MPa以下であるのが好ましく、0.25MPa以下であることがより好ましい。離型フィルム10の80℃における貯蔵せん断弾性率および損失せん断弾性率を、それぞれ、上記のように設定することで、凹部223内における接着剤層222に由来する接着剤のしみ出しをより的確に抑制または防止することができる。【0107】離型フィルム10の80℃における複素せん断弾性率、貯蔵せん断弾性率、および、損失せん断弾性率は、例えば、直径8mmの全体形状が円盤状すなわち平面視形状が円形状をなす離型フィルム10を用意し、粘弾性測定装置(アントンパール社製、「MCR102」)を用いて、周波数10Hz、ひずみ0.1%、昇温速度4℃/minとして測定することで得ることができる。【0108】なお、離型フィルム10は、本実施形態では、第1離型層1と、クッション層3と、第2離型層2とが、この順で積層された積層体で構成されるが、かかる構成に限定されず、例えば、第1離型層1とクッション層3との間、および、第2離型層2とクッション層3との間の少なくとも一方に配置された、接着剤層のような中間層を備える積層体で構成されるものであってもよい。【0109】また、離型フィルム10は、前記工程(3)において、ガラスクロス300と離型フィルム10との間で優れた離型性を維持し得るのであれば、ガラスクロス300に接触する第2離型層2が、省略されたものであってもよい。【0110】以上、本発明の離型フィルムおよび成型品の製造方法について説明したが、本発明は、これらに限定されるものではない。【0111】例えば、前記実施形態では、本発明の離型フィルムを、加熱冷却板同士の間に配置されたフレキシブルプリント回路基板を2段に積層して製造するプレス成型法に適用する場合について説明したが、積層されるフレキシブルプリント回路基板の数は、2段に限定されず、1段であっても良いし、3段以上であってもよい。【0112】また、本発明の離型フィルムを、加熱冷却板同士の間に配置されたフレキシブルプリント回路基板に対してプレス成型法を用いて加圧する場合に適用されることとしたが、これに限定されず、フレキシブルプリント回路基板に対する加圧は、例えば、ロールツーロールプレス機を用いて実施することもできるし、さらには、真空圧空成形法を用いて実施することもできる。【0113】以下、本発明を実施例に基づいて詳細に説明するが、本発明はこれに限定されるものではない。【0114】1.原材料の準備
離型フィルムを製造するための原材料として、それぞれ、以下のものを用意した。【0115】・熱可塑性樹脂材料
低密度ポリエチレン(LDPE、宇部丸善社製、「R300」)
エチレン酢酸ビニル共重合体(EVA、三井ダウポリケミカル社製、「P1403」)
エチレン酢酸ビニル共重合体(EVA、三井ダウポリケミカル社製、「EV360」)
エチレン酢酸ビニル共重合体(EVA、三井ダウポリケミカル社製、「V5274」)
エチレンメタクリル酸メチル共重合体(EMMA、住友化学社製、「WH102」)
エチレンアクリル酸メチル共重合体(EMA、SKケミカル社製、「29MA03」)
エチレンアクリル酸メチル共重合体(EMA、日本ポリエチレン社製、「EB050S」)
ポリブチレンテレフタレート(PBT、長春石油化学社製、「1100-630S」)
共重合ポリブチレンテレフタレート(PBT、三菱エンジニアリングプラスチック社製、「5505S」)
ポリプロピレン(PP、住友化学社製、「FH1016」)
接着性ポリオレフィン(AD、三菱ケミカル社製、「F515A」)【0116】2.離型フィルムの製造
<実施例1>
まず、第1熱可塑性樹脂組成物および第2熱可塑性樹脂組成物として、それぞれ、ポリブチレンテレフタレート(PBT、1100-630S)70重量部と共重合ポリブチレンテレフタレート(PBT、5505S)30重量部とで構成されるものを用意した。また、第3熱可塑性樹脂組成物として、エチレン酢酸ビニル共重合体(EVA、EV360)40重量部と、エチレンメタクリル酸メチル共重合体(EMMA、WH102)35重量部と、ポリブチレンテレフタレート(PBT、1100-630S)10重量部と、ポリプロピレン(PP、FH1016)15重量部とで構成されるものを用意した。【0117】次いで、第1熱可塑性樹脂組成物を用いて、押出Tダイ法により、フィルム化することにより第1離型層1を得た。【0118】次いで、第1離型層1に対して、第3熱可塑性樹脂組成物および第2熱可塑性樹脂組成物を用いた押出Tダイ法を、順次、施してそれぞれをフィルム化することにより、第1離型層1に、クッション層3と第2離型層2とがこの順で積層された積層体を形成することで実施例1の離型フィルム10を得た。【0119】なお、得られた離型フィルム10において、第1離型層1の平均厚さT1は15μm、クッション層3の平均厚さTkは80μm、第2離型層2の平均厚さT2は15μmであった。【0120】また、離型フィルム10について、それぞれ、80℃における複素せん断弾性率、貯蔵せん断弾性率および損失せん断弾性率を、粘弾性測定装置(アントンパール社製、「製品番号MCR102」)を用いて、周波数10Hz、ひずみ0.1%、昇温速度4℃/minとして測定したところ0.63MPa、0.59MPaおよび0.21MPaであった。【0121】さらに、第1離型層1、およびクッション層3について、それぞれ、150℃における貯蔵弾性率E’を、動的粘弾性測定装置(日立ハイテクサイエンス社製、「DMA7100」)を用いて、引っ張りモード、周波数1Hz、昇温速度5℃/minとして測定したところ180MPaおよび16MPaであった。【0122】また、第1離型層1について、クッション層3と反対側で露出する表面における10点平均粗さ(Rz)を、表面粗さ測定装置(ミツトヨ社製、「SURFTST SJ-210」)を用いて測定したところ2.7μmであった。【0123】<実施例2、比較例1~4>
第1熱可塑性樹脂組成物、第2熱可塑性樹脂組成物および第3熱可塑性樹脂組成物として、表1に示すものを用いて、平均厚さが表1に示すようになっている、第1離型層1、クッション層3および第2離型層2を成膜したこと以外は、前記実施例1と同様にして、離型フィルム10の80℃における複素せん断弾性率が表1に示すようになっている実施例2、比較例1~4の離型フィルム10を得た。【0124】3.評価
各実施例および各比較例の離型フィルム10について、それぞれ、以下の評価を行った。【0125】3-1.離型フィルムの埋め込み性
各実施例および各比較例の離型フィルム10について、それぞれ、幅270mmのものとし、そして、フレキシブル回路基板210に、カバーレイフィルム220(有沢製作所社製、「CMA0525」)を、このカバーレイフィルム220が備える接着剤層222をフレキシブル回路基板210側にして貼付することで形成される、ピッチ50μm、幅50μm、高さ18μmの凹凸を備えるFPC200(積層体)とした後に、離型フィルム10を、図1に示すように2段に積層されたFPC200に対して、180℃、3MPa、15minの条件で押し込んだ。その後、FPC200と離型フィルム10との積層体とした状態で、この積層体を厚さ方向に裁断(カット)した後に、離型フィルム10の一端を持ち離型フィルム10を引き剥がした。離型フィルム10の一端を把持して引き剥がした際の、FPC200の凹部における平面視での接着剤の最大しみ出し量を測定し、以下の基準に従って評価した。【0126】[評価基準]
◎:最大しみ出し量が55mm未満である。
○:最大しみ出し量が55以上65mm未満である。
×:最大しみ出し量が65以上である。【0127】3-2.離型フィルムの剥離性
各実施例および各比較例の離型フィルム10について、それぞれ、幅270mmのものとし、そして、フレキシブル回路基板210に、カバーレイフィルム220(有沢製作所社製、「CMA0525」)を、このカバーレイフィルム220が備える接着剤層222をフレキシブル回路基板210側にして貼付することで形成される、ピッチ50μm、幅50μm、高さ18μmの凹凸を備えるFPC200(積層体)とした後に、離型フィルム10を、図1に示すように2段に積層されたFPC200に対して、180℃、3MPa、15minの条件で押し込んだ。その後、離型フィルム10の一端を把持して引き剥がした際の、離型フィルム10の引き剥がし易さ(離型性)について、以下の基準に従って評価した。【0128】[評価基準]
○:離型フィルム引き剥がし時に、剥離可能である。
×:離型フィルム引き剥がし時に、クッション層同士が融着して剥離が困難である。【0129】3-3.まとめ
前記3-1.離型フィルムの埋め込み性、および前記3-2.離型フィルムの離型性において得られた評価結果を表1に示す。【0130】【表1】 【0131】表1に示すように、各実施例では、離型フィルム10の80℃における複素せん断弾性率が1.00MPa以下に設定されており、その結果、凹部223における接着剤のしみ出しが抑制されている結果を示した。【0132】これに対して、各比較例では、離型フィルム10の80℃における複素せん断弾性率を1.00MPa以下に設定することができず、これに起因して、凹部223において、接着剤のしみ出しが明らかに認められる結果を示した。【符号の説明】
【0131】表1に示すように、各実施例では、離型フィルム10の80℃における複素せん断弾性率が1.00MPa以下に設定されており、その結果、凹部223における接着剤のしみ出しが抑制されている結果を示した。【0132】これに対して、各比較例では、離型フィルム10の80℃における複素せん断弾性率を1.00MPa以下に設定することができず、これに起因して、凹部223において、接着剤のしみ出しが明らかに認められる結果を示した。【符号の説明】
【0133】1 第1離型層
2 第2離型層
3 クッション層
10 離型フィルム
10A 離型フィルム
10B 離型フィルム
200 フレキシブルプリント回路基板(FPC)
210 フレキシブル回路基板
220 カバーレイフィルム(CLフィルム)
221 カバーレイ
222 接着剤層
223 凹部
300 ガラスクロス
300A ガラスクロス
300B ガラスクロス
521 加熱圧着板
T1 第1離型層の平均厚さ
T2 第2離型層の平均厚さ
Tk クッション層の平均厚さ
Tt 離型フィルムの平均厚さ

コメント